

R.F. MacDonald Co. will be at the Unified Wine and Grape Symposium Jan. 28 & 29 at the Sacramento Convention Center — the largest Wine Conference & Expo in the nation! Reach out to your local rep for your free ticket ($140 value).

Our Fresno location is more than just an office — it’s a hub of innovation, craftsmanship, and support for all of R.F. MacDonald Co.
Home to our fabrication team, Fresno is where raw steel and components are transformed. From hot water skid systems to custom piping and platforms, the team delivers custom-built solutions tailored to customer needs. They also specialize in pump repair and other precision work that ensures reliable, high-quality, code-compliant systems. Along with housing our Boiler Door Training Site, where teams gain hands-on experience to stay sharp and safe in the field.
Fresno is also the Central Purchasing Warehouse, responsible for $5 million in inventory ($3 million in CA & $2 million in Nevada). Its centralized location in California allows us to quickly move boilers and parts across all of California and Nevada.
This office is also the proud home of EcoCAT Emissions Reduction Systems, where innovative solutions are developed to help customers meet environmental standards and lower their footprint.
The Fresno team brings together fabrication, training, inventory, and innovation making it a cornerstone of R.F. MacDonald Co.’s success.
We are proud to announce that R.F. MacDonald Co. has been recognized as the 1st Place Operational Excellence Leader at the Avetta 2025 Summit in Nashville!
This award highlights our company’s ongoing commitment to business efficiency, time savings, streamlined workflows, and automated safety compliance practices — all key pillars of operational excellence.
About the Avetta Summit
Held annually, the Avetta Summit brings together leading voices in safety, compliance, and procurement. This year’s event featured impactful breakout sessions and a customer panel where industry professionals shared insights on building smarter, safer supply chains.The evening concluded with a special celebration dinner honoring Avetta’s 2025 Customer Award winners, selected from over 350 submissions. The night ended on a high note with a live performance from Backstage Nashville, turning the celebration into a true after-party.
RFMCO’s Commitment to Safety and Excellence
A big congratulations to our Director of Corporate Safety, Brian Francis, who accepted the award on behalf of the company. Brian, along with Chase Morris, played a pivotal role in driving our safety compliance efforts and implementing Avetta’s platform into our operations.
Avetta is a leading safety software platform that helps contractors manage risk, improve compliance, and streamline safety programs across all project phases. We value our relationship with Avetta as we continue to prioritize safe, efficient, and compliant practices across every division of RFMCO.
We thank Avetta for this honor and look forward to continuing our work together as we lead the way in operational excellence.

RF MacDonald is proud to be your go-to partner for boiler and pump parts, service, and support. We maintain $5 million in inventory, giving our sales teams the purchasing power to offer competitive pricing and fast delivery throughout California and Nevada.
Our parts experts bring long-tenured experience and in-depth knowledge across a wide range of equipment, applications, and manufacturers. Backed by a diverse inventory and access to 24/7/365 emergency service, our teams are ready to respond quickly and reliably, minimizing downtime and maximizing performance.
Visit us online to explore our full range of products, services, and training solutions.
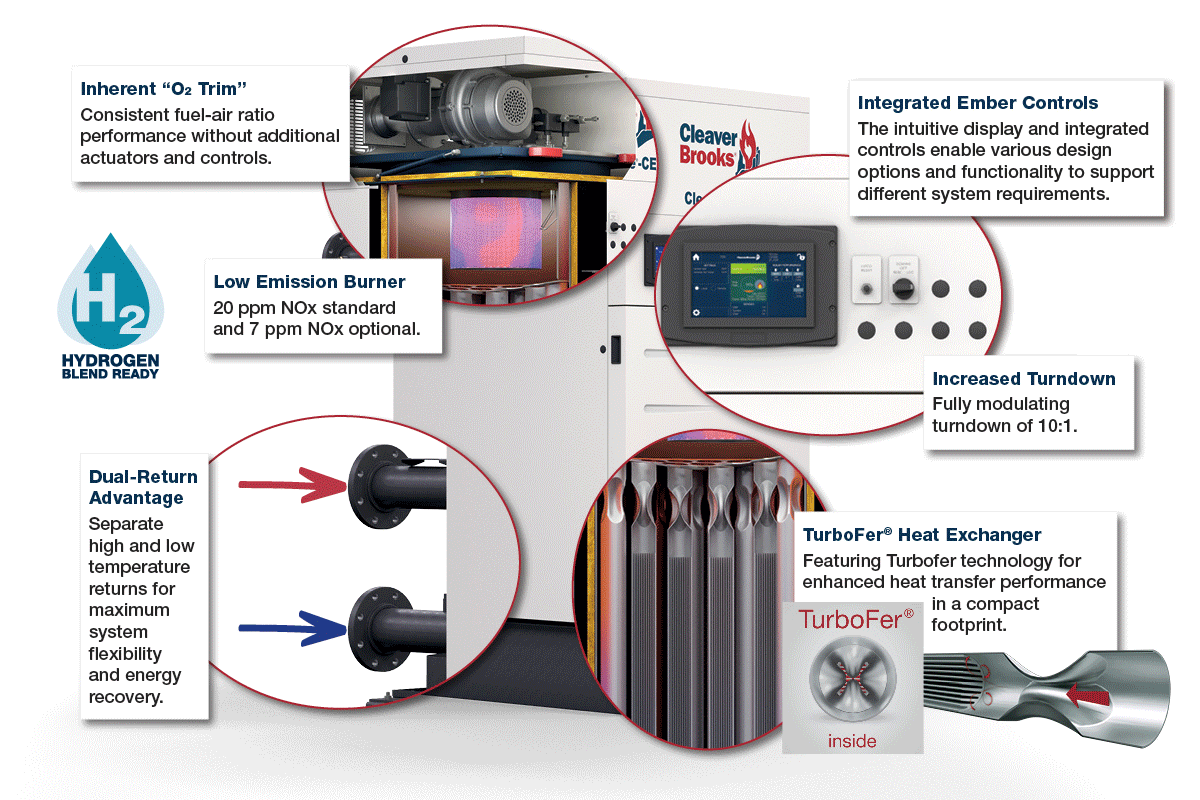
The latest generation of the ClearFire-CE is a compact, high-mass, fully condensing hydronic boiler, featuring heat exchanger technology with integrated controls, allowing maximum operating efficiency in a variety of system applications, ensuring heat transfer is done right.

RFMCO is currently recruiting for Service Technician and Boilermaker positions. See all open positions here: https://www.rfmacdonald.com/employment/

RFMCO and Cleaver-Brooks are looking forward to speaking with local maintenance personnel about commercial heat pumps at this year's Central Valley Facilities Expo March 19 at 10 a.m. at the Modesto Centre Plaza.
Register for Free: https://www.fecv.facilitiesexpo.com/2025/home
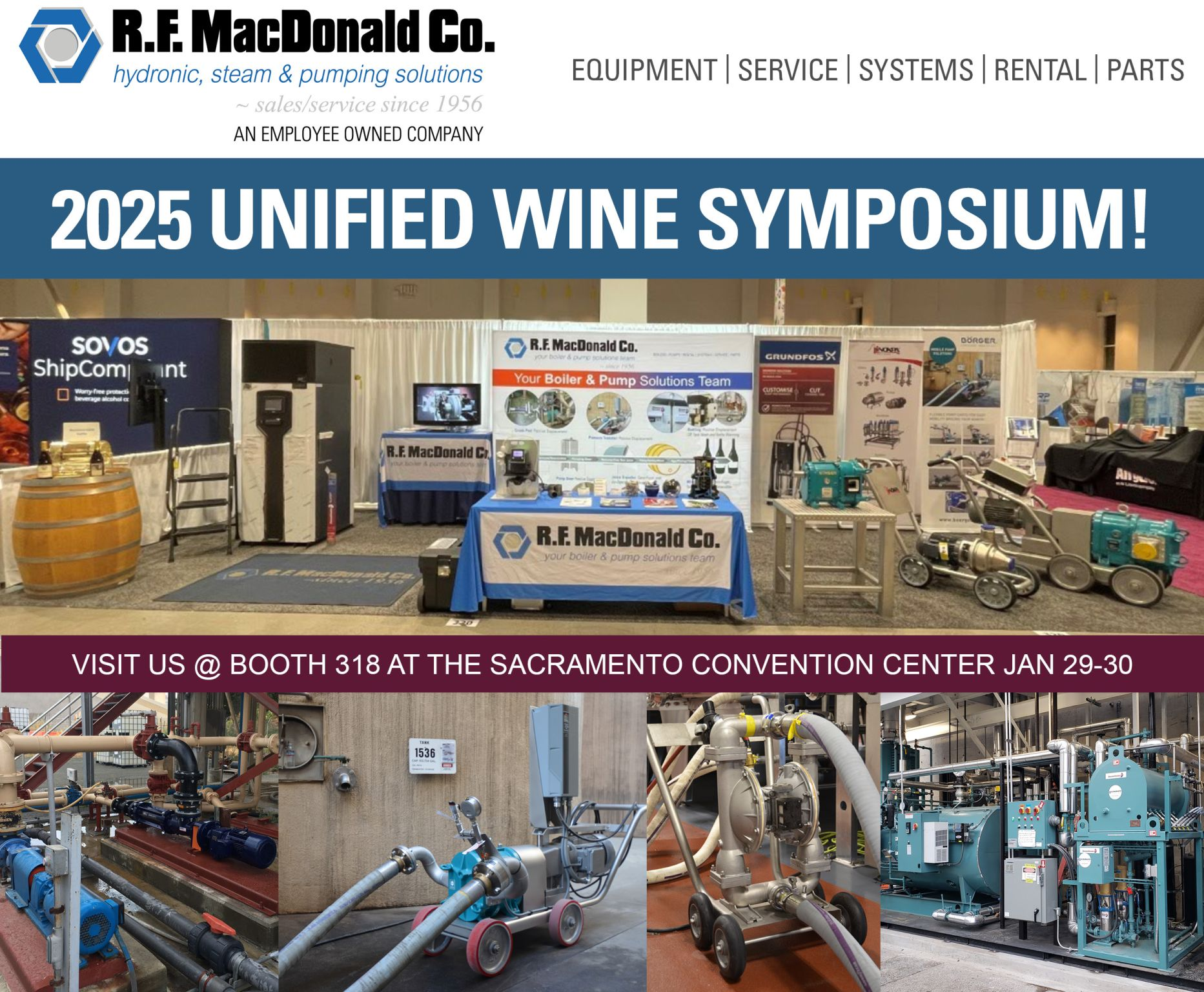
RFMCO has your ticket to the Unified Wine and Grape Symposium Wednesday and Thursday, Jan. 29-30. Send us an email to request a ticket, and we'll see you there! info@rfmacdonald.com

RFMCO will kick off trade show season with the Wine Industry Network in Santa Rosa Thursday, Dec. 5. Mark your calendars and join us using promo Code RFM241 for a FREE ticket into the expo or a $30 discount for any conference session. Register: https://wineindustryexpo.com

RFMCO represents Hexonic heat exchangers in CA and Northern NV, including shell & tube, brazed plate and frame heat exchangers for commercial applications
Hexonic is a family-owned company in Poland founded in 1988, manufacturing heat exchangers and pressure vessels. As of 2024, Hexonic assembles all its heat exchangers in South Carolina, allowing for shorter lead times to California and Nevada. And all heat exchangers are assembled in accordance with ASME codes.
Model HAD Shell & Coil Heat Exchangers
Easy installation
Saving space
Low operating costs
High efficiency
Made according to PED and ASME codes
Applications
HVAC systems
Steam applications
Heating and cooling systems
Heat exchange in industrial processes
Oil coolers
Working Parameters
Max. temperature: 482 ° F
Min. temperature: -4°F
Max. pressure: 363 PSI
Model H Shell & Coil Heat Exchangers
Saving space - compact size and vertical installation reduce space needs for installation
High efficiency - higher heat exchange coefficient from corrugated tubes that increase flow turbulence and intensify heat exchange
Made according to PED codes
Applications
HVAC systems
Steam applications
Food industry
Brewing industry
Beverage manufacturing
Oil manufacturing
Clean-In-Place (CIP) stations
Chemical industry
District cooling
Cooling systems
Working Parameters
Tubes
Max. temperature: 392°F
Max. pressure: 232 PSI
Shell
Max. temperature: 392°F
Max. pressure : 232 PSI
Model RAD Shell & Coil Heat Exchangers
Optimized for modern A2L refrigerants like r32, r452b, r454b and propane r290
Highly resistant to corrosion – made of high-alloy austenitic stainless steel
Easy assembly and small footprint
High thermal efficiency with high-performance superheating used with well, river, lake water
Even refrigerant distribution with low maldistribution risk
Manufactured in accordance with ASME, PED codes
Proven technology with thousands of units operating in the field
Applications
Ground source heat pumps
Working Parameters
Shell side (water)
Max. Pressure: 232 PSI
Max. Temperature: 392 °F
Coil side (refrigerant)
Max. Pressure: 652 PSI
Max. Temperature: 266 °F
Model DNA Shell & Tube Heat Exchangers
Significantly higher heat transfer rates comparing to standard solutions
More efficient operation in high volume applications (e.g. flue gas, hot air, low pressure steam)
High mechanical resistance
The construction enables to obtain smaller, much lighter and material saving device
Features
Effective turbulent and vortex flow
Increases heat transfer coefficient up to double values
Effective heat transfer area
Homogeneous distribution of flow and velocity field
Flexible tube bundle
Low pressure drop
No dead spots
Baffle-free
No need of shell compensator
Elimination of vibration
Large heat transfer area in compact construction
Ideal for high volume media
Applications
Low pressure steam condensers
Industrial and chemical processes
Recuperation and regeneration in industrial technologies
Waste heat recovery - diesel and gas engines, cogeneration
Water and steam systems, cooling circuits
Working Parameters
Max. temp.: 397°F /203°C
Min. temp.: -4°F /-20°C
Max. pressure: Shell side: 145 PSI /10 bar & Tubes side: 232 PSI /16 bar
Model P-Line Shell & Coil Heat Exchangers
Designed to operate in pharmaceutical production, meets the highest hygienic standards
3-A certified
Manufactured in accordance with cGMP, PED, ASME codes
Double tube sheet protect pharmaceutical products before mixing it with the other medium
Surfaces have been polished to Ra ≤ 0.5 µm roughness for precise cleaning
Made entirely of stainless steel
One, two or four-pass design
Horizontal and vertical models available
Applications
WFI generator
WFI hot storage and distribution
WFI cold storage and distribution
WFI point of use
Clean steam generation
Food industry
Diary industry
Brewing industry
Working Parameters
Tubes
Max. temperature: Viton: 284°F & Silicon: 249°F*
Min. Temperature: Viton: 1.4°F* & Silicon: -°F
Max. pressure: Viton: 145PSI & Silicon: 145PSI
Shell:
Max. Temperature: 392°F
Min. Temperature: -13°F
Max. Pressure: 145 PSI
Model JAG Plate Heat Exchangers
High thermal performance
Technical solutions facilitating the exchanger installation and operation
Select proper installation operating parameters using accurate heat plate sizing
Heating plates made of stainless steel or titanium
Dismountable design
Applications
Chemical industry
Food & bev industry
HVAC-R
Iron & steel industry
Pulp & paper industry
Marine industry
Power
Pharmaceutical industry
Technical Updates
Additionally corrugated distribution area is designed to enhance turbulent flow in the entrance part of the plate. It also allows even flow through the plate which increases heat transfer by optimal use of its surface area. Specifically corrugated distribution area strengthens the plate and increases the stability of the whole construction. Carefully designed groove together with specially modelled gasket makes the exchanger withstand high pressure.
Triple Plate Positioning System Features
Gasket aligning system – special protruding
Elements align the plates in relation to one another
Point locking system – dedicated corrugated
Elements on the plate
Stellar suspending system – alignment in position to the upper and lower bar
The Finite Element Method Analysis (FEM) optimized the design of the JAG plate heat exchanger in terms of strength, mainly by improving the stress distribution on the cover plates and modifying the location of the fasteners, which contributed to the extension of the operating parameters.
Gaskets Patented Hybrid Lock System
Lock-in method
Lock-on method
Optimized unique shape of the gasket
Highest production standards
Model JAG Plate Heat Exchanger Design
Metal roller
Connection size: DN32 to DN250
Special profile of carrying bar
Front and rear plate available in various colors
Additional front feet
Sliding sleeve
Lock washer
Other frame elements made of galvanized or stainless steel
U-LEG
Model JAG Plate Heat Exchanger Working Parameters
Max. pressure: 150, 250, 300, 400 PSI
Max. temperature: 300ËšF
Min. temperature: -4ËšF
Model ST Tube-in-Tube Heat Exchangers
ST tube-in-tube heat exchangers find their application where fluids of high viscosity, density or high fiber or solid particle contamination are subjected to heat treatment, e.g. at wastewater treatment plants.
Applications
Dismountable design
Option to increase heat exchange surface
Stainless steel make
Broad range
Tube-in-Tube Features
The single section of the ST exchanger consists of two tubes with different nominal diameters.
The tube with smaller diameter (product side) is installed inside the tube with the larger diameter (shell side).
Hexonic heat exchangers offer efficient heat transfer utilizing fewer resources. Customers around the world have reduced costs, saved time and made a positive impact on the environment using Hexonic heat exchangers.
Contact us for Hexonic heat exchangers in California: https://www.rfmacdonald.com/contact/